新闻速览:
当前位置:首页 > 分会工作 > 分会动态 > 技术委员会
发布时间:2017/11/14 10:29:31 点击数:5624
1 主题内容与适用范围
本规范规定了零部件电镀层的选择和各镀种及化学处理的标注方法。
本规范适用于产品零部件设计时电镀层种类的选择、厚度和标注方法。
2 引用标准
GB1238-76
JB/288-75
3 电镀层的主要目的
3.1 保护金属零件表面,防止腐蚀。
3.2 装饰零件外表,使外表美观。
3.3 提高零件的工作性能。如提高表面硬度、耐磨性、导电性、导磁性、耐热性、钎焊性、反光能力;节约及代替有色金属或贵金属;提高轴承使用寿命;修复磨损零件;热处理时的局部保护以及其它特殊性能。
4 决定电镀层种类和厚度的因素
a.零件的工作环境;
b.被镀零件的种类、材料和性质;
c.电镀层的性质和用途;
d.零件的结构、形状和尺寸的公差;
e.镀层与其互相接触金属的材料、性质;
f.零件的要求使用期限。
5 镀层使用条件的分类
从保护金属零件使它不受腐蚀的观点出发,必须根据零件在使用时的工作环境来选择镀层的种类和厚度。镀层的使用条件,按照气候环境的严重程度分为以下三类。
第一类 腐蚀性比较严重的工作环境:大气中含有较多的工业气体、燃料废气、灰尘和盐分以及相对湿度较大的地区。例如工业城市、离海较近的地区和湿热带地区等。或具有大量燃料废气和二氧化硫的室内,以及经常接触手汗的工作条件。
第二类 腐蚀性中等的工作环境:大气中含有少量的工业气体、燃料废气、灰尘和盐分以及相对湿度中等的地区。例如离海较远的一般城市和一般室内环境。
第三类 腐蚀性轻微的工作环境:大气中工业气体、燃料废气、灰尘和盐分的含量很少,而且气候比较干燥。例如干热带地区、密封良好的设备的内部。
从防腐蚀的要求来看,有些金属在腐蚀性轻微的条件下可以不加保护层而应用。在比较严重的工作环境下,大部分金属要求有一定形式的防护,而有些金属则不能使用。
从保护基体金属免受腐蚀的要求来看,一般可考虑:
a.贵金属(金、铂)、含铬18%以上的不锈钢、轧制的磁性合金材料、以及镍铜合金等,一般不需再加防护层。
b.碳钢、低合金钢和铸铁制造的零件,在大气中容易腐蚀,应加保护层。由于工作条件的限制不能采用保护层时,应采用油封防锈。在油中工作的零件,可以不加防护层。
c.铜和铜合金制造的零件,根据不同的使用条件,采用光亮酸洗、钝化、电镀或涂漆保护等。用磷青铜或铍青铜制造的精密零件可以不进行表面处理。
d.铝和铝合金制造的零件,可以采用阳极氧化和封闭处理。不适于阳极氧化的小零件,可采用化学氧化处理。铸造铝合金可采用涂漆防护。用作通信机箱的铝合金须进行导电氧化。
e.锌合金制造的零件,可以采用磷化、钝化、电镀或涂漆防护。
6 电镀层的选择
6.1 各类电镀层的特性及用途
镀层按其用途可分下列三类:
a.防护性镀层:主要作用是保护基体金属免受外界腐蚀,不规定对产品的装饰要求。
b.防护-装饰性镀层:除保护基体金属外,还使零件表面美观。
c.工作保护镀层:除具有一定的保护作用外,主要用于特殊的工作目的,如:提高零件表面硬度和耐磨性,提高导电性和钎焊性,稳定接触电阻,防止表面渗碳以及其它特殊要求。
各类电镀层的特性及用途列于表1中。
表1 各类镀层的特性及应用
|
|
镀层 系列 |
镀层类别 |
特 性 和 用 途 |
备 注 |
||||
|
|
防 护 | 装 饰 性 镀 层 |
铜、镍、铬及铜-镍-铬复合镀层 |
镀铜层结构细密,结合力好,性质柔软,容易抛光。在大气中易受腐蚀介质的侵蚀。 镀镍层外观好,机械性能和耐蚀性能均优良。但镀层多孔,容易产生针孔腐蚀。不同含硫量的双层镍、三层镍能有效地提高防护性能。 在铜-镍底层上镀一层0.5μm(超过此厚度易产生裂纹)的铬,可获得美丽的装饰外观。采用微裂纹镀铬或微孔镀铬工艺,可提高整个组合镀层的防护性。 铜:a.用作铜-镍-铬组合镀层的底层 b.镀铜防止钢铁局部渗碳和渗氮 c.镀覆电器灭弧栅片,印刷电路和电铸模等 镍:常用作铜-镍-铬组合镀层中的中间层;也可单独用作防护-装饰性镀层,其厚度要足以防止有针孔 铜-镍-铬复合镀层常用作机械、电器、医疗器械和日用五金的防护-装饰 |
在广州和海南岛地区室外大气腐蚀试验表明:铜-镍-铬组合镀层达45μm以上,即钢/铜20μm/镍25μm/铬 0.5μm,或钢/铜30μm/镍 15μm/铬 0.5μm,可保持三年而基体金属不产生锈蚀 |
||||
|
|
铜-锡合金镀层 |
含锡10%~15%的低锡青铜,具有良好的抛光性能,镀层孔隙少,耐蚀性好。低锡青铜在大气中容易氧化变色,必须套铬。 合锡40%~50%的高锡青铜,外观呈银白色,硬度介于镍与铬之间,经抛光后,其反射率仅次于银,在大气中不易失去光泽,能耐弱酸,弱碱和食品中有机酸的腐蚀,同时具有良好的导电性和钎焊性。但是镀层性脆,不能承受敲打或变形。 低锡青铜套铬后,可作机械、轻工业和日用五金的防护-装饰性镀层。 高锡青铜可用来代银、铬,作为反光镜、仪器仪表、日用五金、餐具、乐器等防护-装饰性镀层。 |
目前我公司内没有此项生产工艺 |
|||||
|
|
锌-铜合金镀层 |
含铜25%左右的合金,有银白色光泽,成本低,保护性好。对钢铁来说,属阳极性镀层。在潮湿环境下,外观不如镍稳定,容易产生白色腐蚀点。 套铬后作轻工业产品,一般用作户内产品的防护-装饰镀层。 |
目前我公司内没有此项生产工艺 |
|||||
|
|
锌-铁-镍合金及锌-铁合金镀层 |
这两种合金有银白色外观,其电极电位同锌铜合金,在潮湿环境下容易产生白色腐蚀点。 套铬后,用来代替锌-铜合金镀层,作一般户内产品防护-装饰用 |
目前我公司内没有此项生产工艺 |
|||||
|
|
金、金合金镀层 |
镀金层,或含金75%-80%的合金镀层(其余为银、镍或铜等),色泽美观、持久作首饰等贵重产品装饰用 |
镀金不宜用银作底层
|
|||||
|
|
镀层 系列 |
镀层类别 |
特 性 和 用 途 |
备 注 |
||||
|
|
防 护 | 装 饰 性 镀 层 |
黑镍镀层 |
是一种黑亮耀目的镀层,镀层很脆,弯曲时容易起皮或剥落,厚度不能超过1.5μm,作机械、光学仪器装饰用 |
目前我公司内没有此项生产工艺 |
||||
|
|
锡-镍合金镀层 |
含锡65%的合金,外表像光亮的镍或铬,微带玫瑰色,有极高的耐蚀性能和抗暗性能。镀层硬度介于镍、铬之间;延性好;内应力很小,可代替铜-镍-铬镀层,作防护-装饰用 |
目前我公司内没有此项生产工艺 |
|||||
|
|
高 硬 度 耐 磨 镀 层 |
硬铬 |
硬铬镀层是本表所列诸镀层中硬度最高的,能提高工件使用寿命,镀覆工具、刃具;修复曲轴、齿轮、活塞环;以及其它要求提高硬度和耐磨的零件 |
镀硬铬的基体金属必须有足够的硬度 |
||||
|
|
化学镀镍 |
硬度略低于硬铬,较容易接受机械加工。沉积速度快,对于复杂零件能获得较均匀的镀层,除氢较容易;耐磨和耐腐蚀性好;镀层均匀;硬度随含磷量增加而提高,如果在400℃下,热处理lh,可提高硬度一级,用作耐磨、耐腐蚀的镀层 |
|
|||||
|
|
镀铑 |
耐磨、耐腐蚀,接触电阻稳定。但镀层容易产生内应力和脆性,用作电器和电子工业比较重要的触头镀层 |
价格昂贵;目前我公司内没有此项生产工艺 |
|||||
|
防 护 性 镀 (涂) 层 |
镀锌层 |
镀层外观呈青白色,钝化后可形成彩虹色、军绿色、黑色等,其防腐性能几乎与厚度成正比,可广泛应用于一般结构件、紧固件等。 |
据统计,一般钢铁件的防腐中,镀锌层约占50% |
|
||||
|
阴极电泳漆层 |
漆膜有灰色和黑色两种,主要成份为环氧树脂,属有机涂层,膜层与基体金属结合力好,防腐性能极其优良,硬度与金属镀层比要低,大约为4H铅笔硬度。可用于钢铁、铝及铝合金等的表面防腐,也可用作喷漆或喷粉的底层,以适应高防腐环境的需要。 |
15~20μm的涂层耐中性盐雾试验可达1000小时以上 |
|
|||||
|
达克罗涂层 |
外观呈银灰色,主要成份为非常细小的锌片、铝片及其铬酸盐,属无机涂层,防腐性能优良,无氢脆,耐高温,但硬度较低,不耐磕碰,适用于户外产品防腐底层、紧固件等 |
8μm的涂层耐中性盐雾试验可达1000小时以上 |
|
|||||
|
|
高 导 电 易 钎 焊 镀 层 |
金、金合金镀层 |
金导电性好,接触电阻小,镀金作焊接面用得很广泛,但只能用10μm以下的箔金,否则,焊接时会生成金锡中间层,使联接点发脆和润滑性下降。为了克服纯金耐磨性差的缺点,通常用金合金代替纯金,但合金比纯金接触电阻大五倍。此外,金合金的钎焊性和防护性不如纯金好 |
在低负荷时,纯金接触电阻约为钯的1/3或铑的1/6;高负荷时,为钯、铑的1/10 |
||||
|
|
镀银层 |
银导电率和反射系数都很高,镀层较软,耐磨性差。在大气中易受硫化物作用而变暗,使接触电阻增加。与塑料、陶瓷组装时,在潮湿和交直流电场 |
镀银后,需进行抗暗处理 |
|||||
|
|
镀层 系列 |
镀层类别 |
特 性 和 用 途 |
备 注 |
||||
|
|
高导电易钎焊镀层 |
镀银层 |
作用下,镀层会向绝缘层迁移,甚至可能造成短路。电气工业广泛用作导电镀层 |
|
||||
|
|
镀锡层 |
锡性质柔软,钎焊性好。对硫化物也很稳定。存放时间较久时,钎焊变难,镀后浸入热油中进行流平,可延长存放时间。广泛用于保护铜导线和导电零件,防止氧化或硫化。也用于需要焊接的零件 |
|
|||||
6.2 电镀层的推荐厚度
镀锌层、电泳层和达克罗涂层的推荐厚度见表2。
防护-装饰性镀层的推荐厚度见表3。
表2镀锌层、电泳层和达克罗涂层的推荐厚度
|
基体 金属 |
零 件 类 别 |
镀层 类别 |
镀后 处理 |
使用条件① |
最小厚度/μm |
|
|
碳
钢 |
一般结构零件② |
锌 |
钝化 |
Ⅰ |
24 |
|
|
Ⅱ |
12 |
|||||
|
Ⅲ |
6 |
|||||
|
电泳层 |
|
Ⅰ、Ⅱ、Ⅲ |
15 |
|||
|
喷漆或喷粉 |
10 |
|||||
|
达克罗层 |
|
Ⅰ、Ⅱ、Ⅲ |
8 |
|||
|
喷漆或喷粉 |
6 |
|||||
|
紧固零件 |
≥M14 |
锌 |
钝化 |
Ⅰ、Ⅱ、Ⅲ |
12 |
|
|
M8~M12 |
9 |
|||||
|
≤M6 |
6 |
|||||
|
≥M6 |
达克罗层 |
|
Ⅰ、Ⅱ、Ⅲ |
8 |
||
|
弹性零件③ |
锌 |
除氢+钝化 |
Ⅰ、Ⅱ |
12 |
||
|
Ⅲ |
6 |
|||||
|
①使用条件:I-腐蚀性比较严重的工作环境;Ⅱ-腐蚀性中等的工作环境;Ⅲ-腐蚀性轻微的工作环境。 ②带螺纹的结构零件,按照零件的具体要求选择镀层厚度。 ③细弹簧建议用不锈钢制造,不进行电镀。 |
||||||
表3 防护-装饰性镀层的推荐厚度
|
基体 金属 |
零件类别 |
镀层类别 |
镀后 处理 |
使用条件① |
最小厚度/μm |
|
碳 钢 |
一般结构零件② |
铜+镍+铬 |
抛光 |
Ⅰ |
24+12+0.3 |
|
Ⅱ |
12+12+0.3 |
||||
|
Ⅲ |
6+6+0.3 |
||||
|
铜和铜合金 |
一般结构零件 |
镍十铬 |
抛光 |
Ⅰ |
9+0.3 |
|
Ⅱ、Ⅲ |
6+0.3 |
||||
|
紧固零件 |
镍 |
|
Ⅰ、Ⅱ、Ⅲ |
6 |
|
|
基体 金属 |
零件类别 |
镀层类别 |
镀后 处理 |
使用条件① |
最小厚度/μm |
|
铜和铜合金 |
弹性零件③ |
镍 |
|
Ⅰ、Ⅱ、Ⅲ |
6 |
|
电联接件④ |
锡 |
9 |
|||
|
银 |
钝化+电子油 |
6 |
|||
|
①使用条件Ⅰ、Ⅱ、Ⅲ分类见表2注①; ②带螺纹的结构件,按照零件的具体要求选择镀层厚度; ③手表用游丝、吊丝、波纹管等弹性零件,可不处理; ④受摩擦或工作能断开的导电零件,镀层厚度依工作条件而定。 |
|||||
7 金属镀层及化学处理表示方法
本条适用于金属和非金属制件上的电镀、化学镀、热浸镀、热喷镀、真空蒸发镀和表面化学处理。若对金属镀层及化学处理有特殊要求,而本条又未予规定时,允许在有关的技术文件中用文字说明。
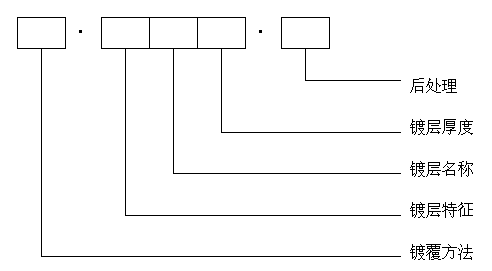
7.1 金属镀层的表示方法由三部分组成,每部分之间以圆点“·”相连接。排列顺序如下:
![]() 7.2 化学与电化学处理的表示方法由三部分组成,每部分之间以圆点“·”相连接。排列顺序如下:
7.2 化学与电化学处理的表示方法由三部分组成,每部分之间以圆点“·”相连接。排列顺序如下:
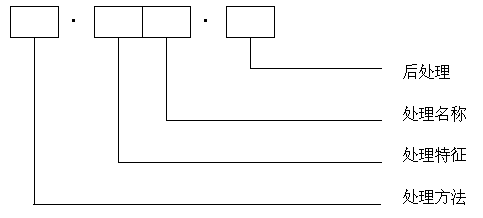
.3 镀覆方法、处理方法、镀层特征、处理特征、处理名称及后处理均用汉语拼音字母表示(见表4~表7),镀层名称用元素符号表示。
表4 镀覆方法、处理方法的符号
|
名 称 |
采用的汉字及汉语拼音 |
采 用 符 号 |
|
|
汉 字 |
汉语拼音 |
||
|
电 镀 |
电 |
Dian |
D |
|
电化学处理 |
|||
|
阴极电泳 |
电泳 |
Dian Yong |
DY |
|
达克罗处理 |
达克罗 |
Da Ke Luo |
DKL |
|
化 学 镀 |
化 |
Hua |
H |
|
化学处理 |
|||
|
热 浸 镀 |
浸 |
Jin |
J |
|
热 喷 镀 |
喷 |
Pen |
P |
|
真空蒸发镀 |
蒸 |
Zheng |
Z |
|
注:在紧固件的标记中允许省略“D”。 |
|||
表5 镀层特征、处理特征的符号
|
名 称 |
采用的汉字及汉语拼音 |
采用符号 |
||
|
汉 字 |
汉语拼音 |
|||
|
绝 缘 瓷 质 导 电 硬 质 松 孔 乳 色 黑 灰 双 层 密 封 花 纹 |
绝 瓷 导 硬 孔 乳 黑 灰 双 封 纹 |
Jue Ci Dao Ying Kong Ru Hei Hui Shuang Feng Wen |
J C D Y K R H H1 S F W |
|
|
光 亮 |
全光亮 |
亮 |
Liang |
L3 |
|
光 亮 |
L2 |
|||
|
半光亮 |
L1 |
|||
|
暗 |
/ |
|||
|
缎 面 |
细光缎面 |
缎 |
Duan |
U3 |
|
粗光缎面 |
U2 |
|||
|
无光缎面 |
U1 |
|||
|
注:光亮、缎面的概念见表10和表11。 |
||||
表6 处理名称的符号
|
名 称 |
采用的汉字及汉语拼音 |
采用符号 |
|
|
汉 字 |
汉语拼音 |
||
|
钝 化 氧 化 磷 化 铬酸阳极氧化 |
钝 氧 磷 铬氧 |
Dun Yang Lin Ge Yang |
D Y L GY |
表7 后处理的符号
|
名 称 |
采用的汉字及汉语拼音 |
采用符号 |
|
|
汉 字 |
汉语拼音 |
||
|
钝 化 氧 化 磷 化 着 色 热 熔 扩 散 铬酸盐封闭 |
钝 氧 磷 着 热 扩 铬封 |
Dun Yang Lin Zhao Re Kuo Ge Feng |
D Y L Z R K GF |
7.4 镀层厚度用数字表示,单位为μm,其值为厚度范围下限。
注:①必要时,可以标注镀层厚度范围。
②镀层厚度不便表示时,可不标注。示例:
电镀硬金 7~10μm D·Y Au7
电镀暗镍7~10μm(需标注厚度范围时) D·Ni7~10
化学镀镍3~5μm H·Ni 3
无光缎面电化学氧化 D·U1Y
化学导电氧化 H·DY
电化学氧化后铬酸盐封闭 D·Y·GF
热浸锡 J·Sn
热喷锌 P·Zn
真空蒸发铝 Z·Al
阴极电泳灰漆15~20μm DY·H115
7.5 颜色表示方法:
电镀后钝化和氧化常用颜色用汉语拼音字母表示(见表8)。
表8 常用颜色的符号
|
名 称 |
采用的汉字及汉语拼音 |
采用符号 |
|
|
汉 字 |
汉语拼音 |
||
|
白 黑 军绿 彩虹 |
白 黑 军 彩 |
Bai Hei Jun Cai |
B H J C |
|
注:在紧固件的标记中允许省略“C”。 示例:电镀锌15~20μm后钝化成彩虹色 D·Zn15·DC |
|||
7.6 合金镀层的表示方法:镀层名称以组成该合金的各元素符号和含量表示。含量为上限值,用数字表示,列在相应的元素符号之前。含量多的成分排在前面。二元合金标出一种成分的含量,三元合金标出两种成分的含量,以此类推。示例:
电镀含锡60%的锡铅合金 15~20μm D·60SnPb15
电镀镍钴磷合金3~5μm D·80Ni20CoP3~5
7.7 多层镀层的表示方法:镀层名称应按镀覆顺序标出每层的名称与厚度,层间用斜线“/”隔开。示例:
以铜镍为中间层多层全光亮镀铬20~30μm D·L3Cu15/Ni10/Cr0.3
7.8 表9中所列的前处理工序,一般不应在表示方法中出现。若必须表示出时,以斜线“/”将准备工序符号与镀覆、处理方法符号隔开。示例:
喷砂后电镀锌 7~10μm PS/D·Zn7
当前处理工序作为独立的完工处理时,按表9规定的符号表示。
示例:有机溶剂除油 RC
表9 前处理工序的符号
|
名 称 |
采用的汉字及汉语拼音 |
采用符号 |
|
|
汉 字 |
汉语拼音 |
||
|
有机溶剂除油 化学除油 化学酸洗 化学碱洗 电化学抛光 化学抛光 机械抛光 喷 砂 喷 丸 滚 光 刷 光 磨 光 振动擦光 |
溶除 化除 化酸 化碱 电抛 化抛 机抛 喷砂 喷丸 滚光 刷光 磨光 振光 |
Rong Chu Hua Chu Hua Suan Hua Jian Dian Pao Hua Pao Ji Pao Pen Sha Pen Wan Gun Guang Shua Guang Mo Guang Zhen Guang |
RC HC HS HJ DP HP JP PS PW GG SG MG ZG |
7.9 光亮度等级和缎面等级,见表10和表11。
表10 光亮度等级参考表
|
光亮度等级 |
全光亮 |
光 亮 |
半光亮 |
暗 |
|
|
符 号 |
L3 |
L2 |
L1 |
/ |
|
|
工艺方法示例 |
基体表面 镀层表面 电解液 |
抛光 抛光 无增光剂 |
抛光 不抛光 有增光剂 |
不抛光 不抛光 有增光剂 |
不抛光 不抛光 无增光剂 |
|
注:在无仪器测量光亮度时,以表中列举的工艺方法来表示光亮度概念;这些工艺方法并非是唯一的方法。 |
|||||
表11 缎面等级参考表
|
缎面状态 |
细光缎面 |
粗光缎面 |
无光缎面 |
|
符 号 |
U3 |
U2 |
U1 |
|
工艺方法举例 |
镍密封,喷细砂后,镀光亮镍或喷细砂后化学抛光、电化学抛光,并经电化学氧化等工艺处理获得的具有没反射特性的光亮表面 |
喷丸或喷粗砂后,经光亮处理获得的具有漫反射特性的光亮表面 |
喷细砂、化学粗化或电化学粗化后,不经光亮处理获得具有没反射特性的无光亮表面 |
|
注:表中的光亮处理规范指有增光剂的电解液、化学抛光或电化学抛光等。 |
|||

主管单位:江苏省表面工程行业协会 恒网——南京网站建设
地址:南京市秦淮区中山东路532-1号 桔子酒店三楼 电话/传真:025-84588966 E-mail:jsbmgc@163.com